
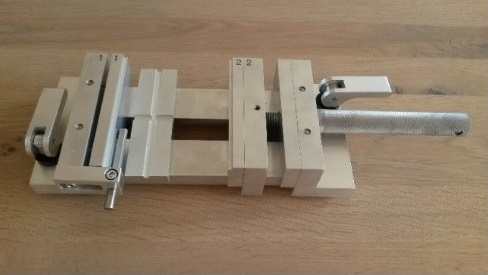
Der Kosy-Schraubstock wird über Gewindestifte auf dem Maschinentisch der Fräsmaschine positioniert und werkzeuglos mithilfe der beiden Exzenterhebel gespannt. Auch die Backen sind durch Stifte von Hand austauschbar.
Weil ich viel mit der Kosy-Fräsmaschine arbeite und mir schon öfters ein passender Schraubstock gefehlt hat, entschloss ich mich dafür, einen geeigneten Schraubstock herzustellen.
Es sollte ein Schraubstock hergestellt werden, der folgende Kriterien erfüllt:
- kein Ausrichten des Schraubstockes auf dem Maschinentisch
- werkzeugloses Aufspannen auf den Maschinentisch
- schnelle Anpassung an verschiedene Werkstücke
- Werkstück wiederholgenau an derselben Stelle positionieren
- soll leicht und trotzdem stabil sein
Folgende Lösungen fand ich für die Kriterien des Schraubstockes:
Das Ausrichten wurde durch 4 Gewindestifte in der Grundplatte gelöst. Der Abstand der Stifte wurde so gewählt, dass der Schraubstock auch um 90° gedreht werden kann.
Durch zwei Exzenterhebel die mit Nutensteinen versehen sind kann der Schraubstock in den Nuten des Maschinentisches festgespannt werden.
In den austauschbaren Backen des Schraubstockes sind zwei Passungen gebohrt, damit die Backen einfach durch das Abziehen von Hand gewechselt werden können.
Durch einen integrierten Anschlag, der bei Bedarf auch abgeschraubt werden kann, ist es möglich, die Werkstücke immer wieder an der gleichen Position festzuspannen.
Während meiner Recherche für das geeignete Material, stoß ich auf eine Hartaluminiumlegierung, AlZnMgCu1,5 (3.4365) EN AW – 7075 die folgende Werte aufwies: Zugfestigkeit mindestens 550 N/mm², Streckgrenze circa 450 N/mm², Härte circa 140 Brinell. Das entspricht ungefähr den Werten von Baustahl S275JR. Außerdem ist AW – 7075 korossionsbeständig und nicht schlecht zu zerspanen. Aus diesen Gründen entschied ich mich dafür, die Grundplatte, alle Backen, die Exzenterhebel und den Anschlag aus diesem Material zu machen.
Alle gefrästen Teile wurden auch mit der Kosy-Fräsmaschine hergestellt. Dies stellte ebenfalls eine Herausforderung dar, weil mit dieser Fräsmaschine nicht so schnell und genau gearbeitet werden kann, wie dies bei Fräsmaschinen in der Produktion von Firmen der Fall ist. Unter nicht so genau ist eine Toleranz von 0,1 mm und nicht so schnell eine maximale Zustellung von 0,5 mm bei einem Vorschub von 20 mm/min gemeint. Es war also sehr zeitintensiv, weil ich auch alle Teile zuerst in Holz gefräst habe, um zu schauen, ob alles wie geplant funktioniert. Zum Glück habe ich zuerst in Holz gefräst, weil ich manches nicht bedacht hatte, was das Teil aus Aluminium zerstört hätte.
Die Programme für das Fräsen erstellte ich in nccad 7.6. Für die Zeichnungen benutzte ich die neueste Version nccad 9, weil diese ein paar Optionen hat, die ich für das Zeichnen geschickter fand.